

Ich freue mich auf Ihre Nachricht
Unsere Fabrik wurde 2006 gegründet
-
 Mobile/Whats app/Wechat: +86-18761594570 (Frau Jenny Chen)
Mobile/Whats app/Wechat: +86-18761594570 (Frau Jenny Chen)
-
 E-mail: [email protected]
E-mail: [email protected]
Leitfaden für POF-Schrumpfrollen: Vorteile, Spezifikationen und Maschineneinstellungen
Schrumpffolie aus Polyolefin (POF). ist aufgrund seiner überlegenen Klarheit, Festigkeit und seines Umweltprofils zum Industriestandard für Einzelhandels- und Industrieverpackungen geworden. Im Gegensatz zu älteren PVC-Folien eine hochwertige Die POF-Schrumpfrolle bietet außergewöhnliche Haltbarkeit, ohne schädliche Chloride freizusetzen während des Schrumpfvorgangs. Für eine optimale Leistung müssen Bediener die Folienstärke an das Produktgewicht anpassen und die Temperaturen im Wärmetunnel genau kalibrieren, um eine dichte, faltenfreie Versiegelung zu erreichen. Das Verständnis dieser Variablen gewährleistet eine gleichbleibende Verpackungsintegrität und eine verbesserte Attraktivität im Regal.
Vorteile gegenüber PVC- und PE-Folien
Bei der Auswahl der richtigen Schrumpffolie müssen Kosten, Leistung und Einhaltung gesetzlicher Vorschriften in Einklang gebracht werden. POF liegt zwischen den niedrigen Kosten von Polyethylen (PE) und der hohen Klarheit von Polyvinylchlorid (PVC) und bietet deutliche Vorteile für moderne Lieferketten.
| Eigentum | POF (Polyolefin) | PVC (Polyvinylchlorid) | PE (Polyethylen) |
|---|---|---|---|
| Klarheit/Glanz | Ausgezeichnet | Gut | Niedrig/trüb |
| Umweltauswirkungen | Ungiftig, recycelbar | Gibt Chlorgas frei | Recycelbar |
| Haltbarkeit | Hohe Durchstoßfestigkeit | Mit der Zeit brüchig | Sehr hohe Reißfestigkeit |
| Schrumpftemperatur | Niedriger (~120-150°C) | Niedrig (~100-120°C) | Hoch (~160-180°C) |
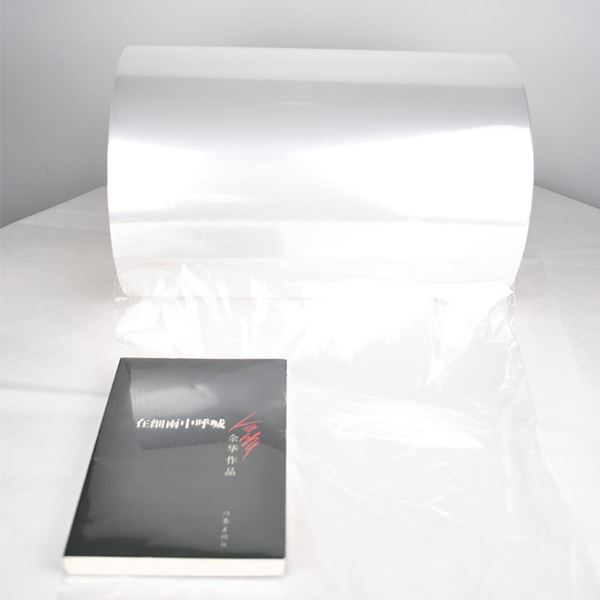
Besonders beliebt ist POF in Lebensmittelverpackungen und Konsumgütern, da es von der FDA für den direkten Kontakt zugelassen ist und beim Erhitzen keine schädlichen Dämpfe abgibt. Seine vernetzte Struktur sorgt für ein hervorragendes Formgedächtnis, was bedeutet, dass die Spannung rund um das Produkt auch nach dem Abkühlen erhalten bleibt und so lose Ecken während des Transports verhindert werden.
Auswahl der richtigen Stärke und des richtigen Formats
Die Dicke der Folie, gemessen in Stärke oder Mikrometern, hat direkten Einfluss sowohl auf die ästhetische Qualität als auch auf die Schutzwirkung der Verpackung. Die Verwendung einer falschen Stärke kann zum Bruch der Folie beim Schrumpfen oder zu hohen Materialkosten führen.
Anwendungen mit Standardspuren
Für leichte Gegenstände wie CDs, Kosmetika und kleine Schachteln a 45 bis 60 Gauge (11–15 Mikrometer) Film ist ausreichend. Dieses dünne Profil maximiert die Ausbeute pro Rolle und sorgt für eine enge, hautähnliche Passform. Mittelschwere Produkte wie Software-Boxen, Spielzeugpakete und Mehrfachpackungen erfordern typischerweise 75 bis 100 Gauge (19–25 Mikrometer) Folie, die der Handhabung und automatisierten Sortiersystemen standhält. Bei schweren Industriegegenständen oder scharfkantigen Produkten kann eine Stärke von 150 Gauge (38 Mikron) oder höher erforderlich sein, um ein Durchstechen zu verhindern.
Einzel- oder Doppelwickelrollen
POF-Schrumpfrollen sind in den Formaten einfach gewickelt (einlagig) und doppelt gewickelt (mittig gefaltet) erhältlich. Mittig gefaltete Rollen eignen sich ideal für L-Bar-Verschließgeräte und automatische Schlauchbeutelmaschinen, da sie eine nahtlose Rückseite der Verpackung bilden. Einfach gewickelte Rollen werden für flache Anwendungen verwendet oder wenn eine bestimmte Konfiguration der Rückseitenversiegelung erforderlich ist. Die Wahl des richtigen Formats reduziert den Abfall und vereinfacht den Ladevorgang an der Verpackungslinie.
Maschinenkalibrierung und Betriebsparameter
Selbst die hochwertigste POF-Folie weist eine schlechte Leistung auf, wenn der Schrumpftunnel und die Versiegelungsvorrichtung nicht korrekt kalibriert sind. Präzision in Temperatur und Geschwindigkeit ist für ein professionelles Finish unerlässlich.
- Versiegelungstemperatur: Platzieren Sie die Impulsschweißstäbe dazwischen 120°C und 150°C . Zu heiß, und die Folie verbrennt oder klebt am Teflonband; Wenn es zu kühl ist, wird die Versiegelung schwach und neigt zum Reißen. Verwenden Sie immer einen Teststreifen, um die Integrität der Versiegelung zu überprüfen, bevor Sie mit der Produktion beginnen.
- Tunnelwärmeverteilung: POF schrumpft am besten bei gleichmäßiger Hitze von allen Seiten. Stellen Sie sicher, dass die Tunnelheizungen gleichmäßig sind. Bei unregelmäßig geformten Produkten kann eine etwas höhere Oberhitze erforderlich sein, um „Eselsohren“ an den Ecken zu vermeiden.
- Fördergeschwindigkeit: Die Drehzahl muss zur Heizleistung passen. Eine allgemeine Regel besteht darin, der Folie genügend Verweilzeit zu gewähren, damit sie ihre Aktivierungstemperatur erreichen kann, ohne dass es zu einer Überhitzung kommt. Beginnen Sie mit einer moderaten Geschwindigkeit und passen Sie die Geschwindigkeit je nach Schrumpfqualität an. Wenn Falten auftreten, verlangsamen Sie das Förderband oder erhöhen Sie die Temperatur leicht.
- Luftstrommanagement: Der richtige Luftstrom sorgt für eine gleichmäßige Wärmezirkulation. Verstopfte Lüftungsschlitze oder defekte Lüfter können zu kalten Stellen führen, die zu ungleichmäßigem Schrumpfen führen. Reinigen Sie die Luftfilter regelmäßig, um eine gleichbleibende thermische Leistung aufrechtzuerhalten.
Fehlerbehebung bei häufigen Verpackungsfehlern
Durch die schnelle Identifizierung der Grundursache von Verpackungsfehlern werden Ausfallzeiten und Materialverschwendung minimiert. Die meisten Probleme mit POF-Schrumpfrollen hängen mit mechanischen Einstellungen oder Umweltfaktoren zusammen.
Filmbruch und Tränen
Wenn die Folie während des Schrumpfvorgangs reißt, ist wahrscheinlich die Temperatur zu hoch oder die Fördergeschwindigkeit zu langsam, was dazu führt, dass die Folie zu stark schrumpft und reißt. Umgekehrt weisen Risse an der Versiegelung auf einen zu hohen Versiegelungsdruck oder verschmutzte Versiegelungsdrähte hin. Reinigen Sie die Dichtungselemente regelmäßig und prüfen Sie das Produkt auf scharfe Kanten, die die Folie durchstoßen könnten, bevor es in den Tunnel gelangt.
Bewölkung und Dunst
POF ist für seine Klarheit bekannt, daher ist jede Trübung ein Zeichen für unsachgemäße Verarbeitung. Trübungen sind in der Regel auf unzureichende Hitze zurückzuführen und verhindern, dass sich der Film vollständig entspannt und klärt. Erhöhung der Tunneltemperatur um 5-10°C löst häufig dieses Problem. Stellen Sie außerdem sicher, dass die Folie an einem kühlen, trockenen Ort gelagert wird, da die Feuchtigkeitsaufnahme beim Erhitzen die Transparenz beeinträchtigen kann.
Lose Ecken und Eselsohren
Lose Ecken entstehen, wenn die Folie nicht fest um die Produktkanten schrumpft. Dies ist häufig auf eine geringe Schrumpfkraft oder eine ungleichmäßige Wärmeverteilung zurückzuführen. Überprüfen Sie das Luftstromgleichgewicht des Tunnels und stellen Sie sicher, dass die Folie während des Versiegelungsprozesses nicht übermäßig gedehnt wurde, da dies zu einer Beeinträchtigung ihres Formgedächtnisses und ihrer Schrumpffähigkeit führen kann.

Empfohlene Produkte






Kontaktieren Sie uns
Möchten Sie mehr wissen?
- E-mail: [email protected]
- Phone: +86-18761594570 (Frau Jenny Chen)
- WhatsApp: +86-18761594570
- Address : Nr. 58-2, Panlongshan Road, Stadt Shanguan, Stadt Jiangyin, Provinz Jiangsu, China
Quicklinks
Produktkategorien
- Standard-POF-Schrumpffolie
- Polyolefin-Schrumpffolienrolle
- POF-Wärmeschrumpffolie
- POF-Kunststofffolie
- POF-Schrumpfrolle
- POF-Schrumpffolienmaterial
- Schrumpffolie POF
- Mittelfaltbare Polyolefin-Schrumpffolie
- Mikroperforierte POF-Schrumpffolie
- POF-Schrumpffolie
- Polyolefin-Schrumpffolie
- Polyolefin-Kunststofffolie
Folgen Sie uns
Urheberrecht © 2025 by Jiangyin Guanghong Verpackungsmaterialien Co., Ltd. Rights Reserved.
 Hersteller von POF-Schrumpffolien
Hersteller von POF-Schrumpffolien